The Protolis guide to extrusion
Extrusion is vital in the manufacturing industry, enabling the creation of complex shapes using compressive force.
Method Type
Jump to current chapter
Current Chapter
- The basics of extrusion
- What is extrusion?
- How does the extrusion process work?
- What are the different types of extrusion?
- The origins of extrusion
- What are the advantages of extrusion?
- What are the limitations of extrusion?
- Materials for extrusion?
- How to choose the right material for extrusion?
- What are the possible finishes for extruded parts?
- The main applications of extrusion?
- Best design pratices for extrusion
- Conclusion
The basics of extrusion
Extrusion is vital in the manufacturing industry, enabling the creation of complex shapes using compressive force. Understanding extrusion is crucial for optimizing production processes, reducing costs, and enhancing product quality. This guide covers essential aspects of extrusion, including its types, historical development, advantages, limitations, material choices, finishing options, and applications. It will provide a comprehensive understanding to help manufacturers leverage this versatile technique effectively.
What is extrusion?

Figure 1: plastic extrusion in industry
Extrusion is a compression manufacturing process that shapes materials by forcing them through a die. Industries widely use this process to create parts with a fixed cross-sectional profiles. Common materials include metals, polymers, and ceramics. Manufacturers use extrusion to produce pipes, tubing, sheets, and complex profiles. The method is highly efficient for producing long lengths of a constant cross-sectional shape. The product can then be passed through several dies to achieve the desired shapes. This technique ensures precise dimensions and consistent quality.
How does the extrusion process work?
Extrusion can be performed using different methods, but the basic working process remains consistent across all types. Here’s a step-by-step outline of the basic extrusion process:
The process begins with the preparation of the raw material, such as plastic pellets or metal in the form of lingots.
In hot extrusion, the billet is heated to the required temperature. In cold extrusion, it remains at room temperature.
The heated material is then forced through a die of specific shape using an extrusion screw or a piston. The shape of the die determines the final profile of the extrusion, which can be a simple section (such as a tube or a profile) or a complex one.
Understanding these steps provides insight into how extrusion shapes materials precisely and consistently. This process is integral to manufacturing and ensures reliable and efficient production across various applications.
What are the different types of extrusion?
Extrusion is mainly classified into two major types that are based on the direction of material flow and the working temperature.
Type- 1: Classification based on direction of material flow:
This classification depends on how the material moves through the extrusion press. Each method has distinct characteristics and applications :
- Direct extrusion:
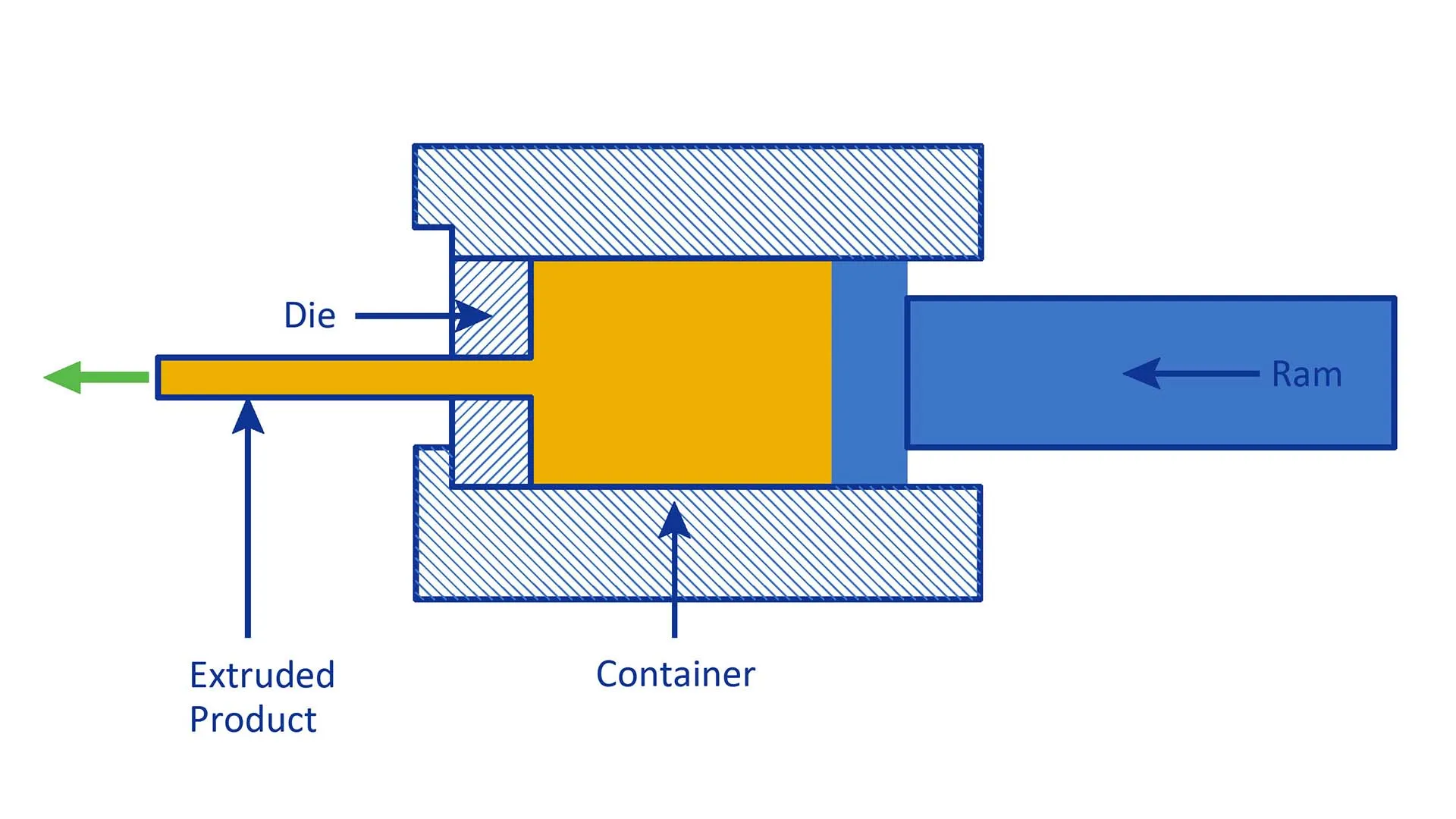
Figure 2: Direct extrusion process
In direct extrusion, also known as forward extrusion, the material is pushed in the same direction as the movement of the screw or piston.
This method is straightforward and the most widely used due to its simplicity and effectiveness. Direct extrusion is ideal for creating long, continuous products with uniform cross-sections, such as rods, tubes, and structural shapes.
- Indirect extrusion:
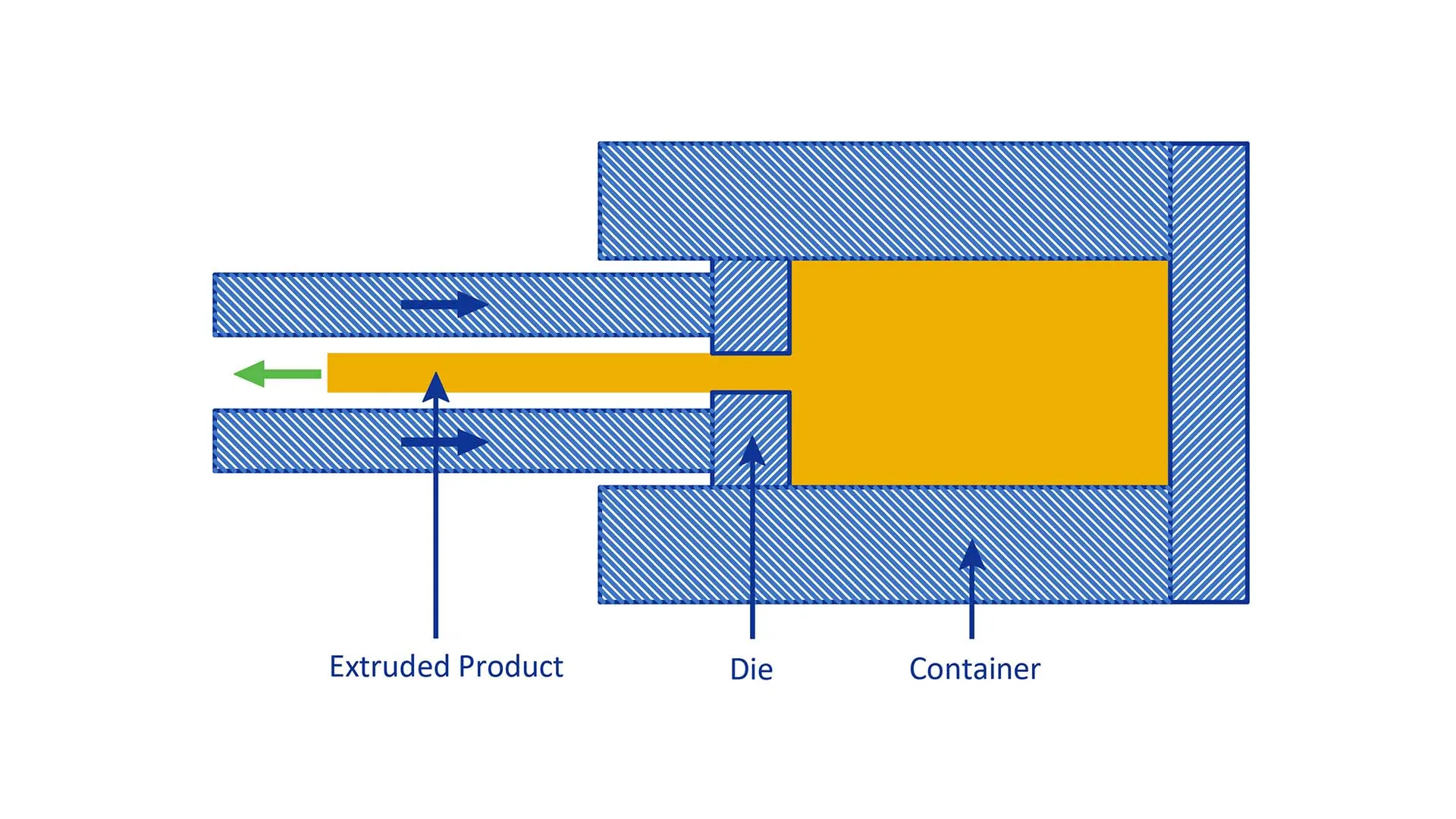
Figure 3: Indirect extrusion process
Indirect extrusion, also known as backward extrusion, involves moving the billet and container while keeping the die stationary. A long stem, which must be longer than the container, maintains the die’s position. The column For indirect extrusion, or backward extrusion, the material is forced in the opposite direction to the movement of the screw or piston. This method reduces the friction forces by 25 to 30% and allows for the extrusion of larger billets at increased rates. Indirect extrusion also facilitates the production of thinner sections. This process generates less heat from friction, reduces the risk of extrusion cracking, and extends the lifespan of container linings.
- Hydrostatic extrusion:

Figure 4: Hydrostatic extrusion process
This process uses a pressurized liquid to surround the material, except where it contacts the die. This method can be performed under warm, cold, or hot conditions, although the fluid’s stability limits the temperature range. During the process, the hydrostatic medium must be contained within a fully sealed cylinder.
The pressurized liquid reduces friction, allowing for higher efficiency and the ability to extrude brittle materials. Hydrostatic extrusion is advantageous for producing intricate shapes and enhancing the mechanical properties of the extruded products.
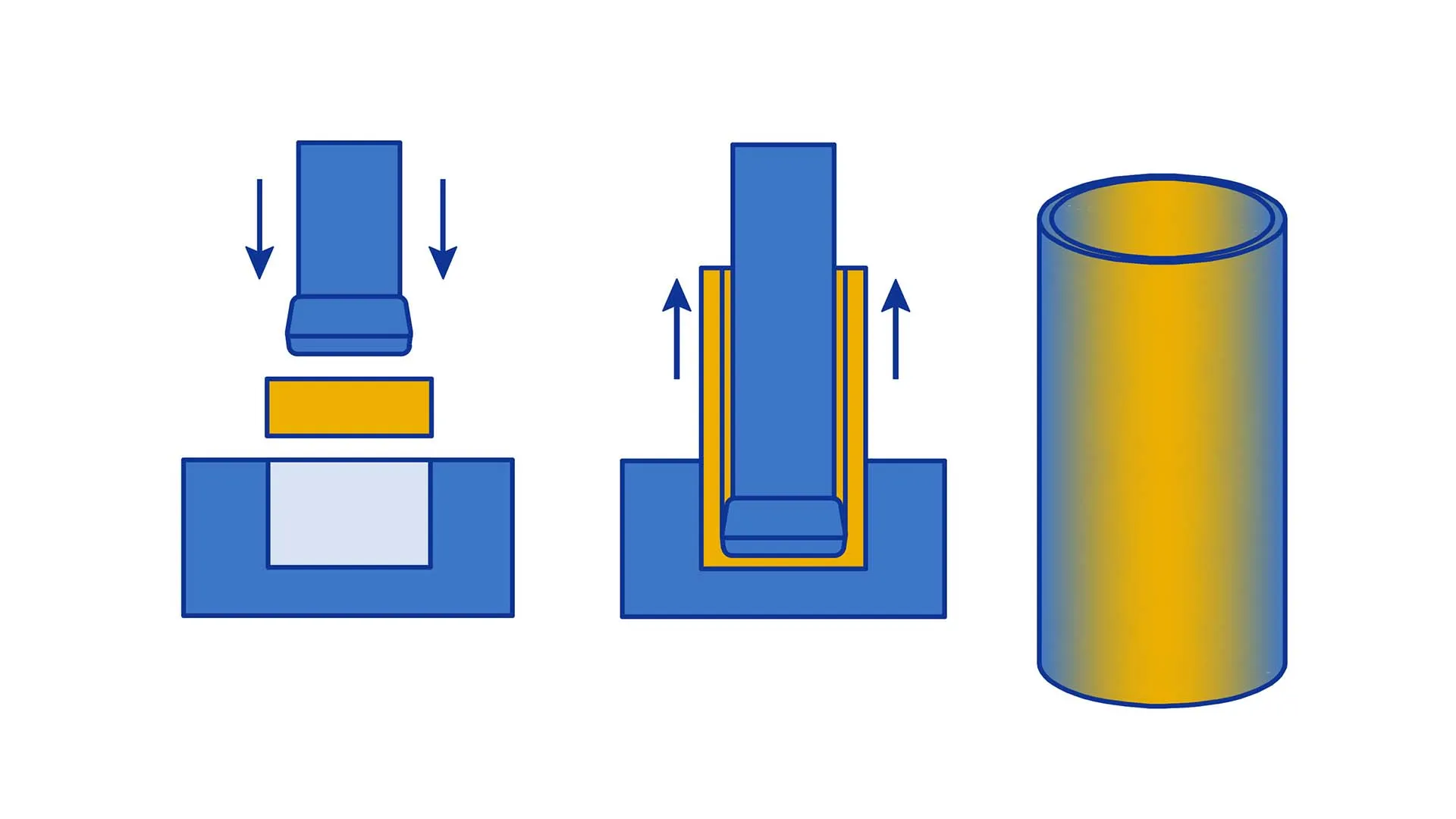
Figure 5: Impact extrusion process
Impact extrusion is a manufacturing process commonly used to shape ductile metals, such as aluminum, tin, lead, or copper, into hollow or semi-hollow parts with thin walls. The process involves placing a metal slug (a small cylindrical piece of metal) into a die and then striking it with a high-force punch. This sudden impact causes the metal to flow and take the shape of the die cavity.
This process is highly efficient for producing lightweight and strong components with precise dimensions and is often used in the manufacturing of beverage cans, aerosol containers, and automotive parts.
Each type of extrusion based on the direction of metal flow offers unique benefits and is chosen based on the specific requirements of the manufacturing process. At Protolis, we are specialized in direct extrusion.
Type- 2: Classification based on working temperature
This classification is based on the temperature at which the extrusion process is carried out. The choice between hot and cold extrusion impacts the material’s properties and the process’s efficiency.
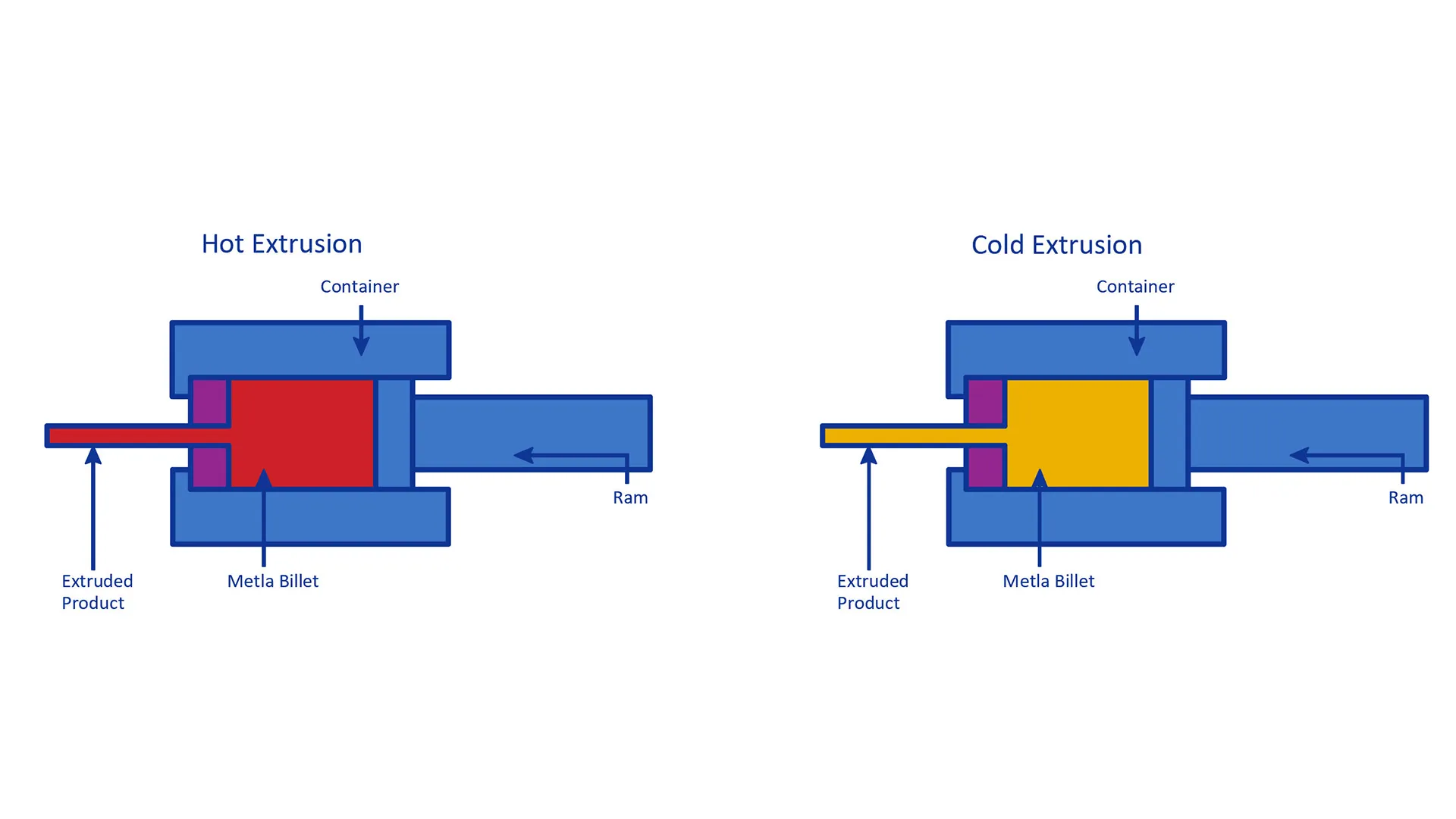
Figure 7: Hot extrusion vs. cold extrusion process
- Hot extrusion:
Hot extrusion occurs above the material’s recrystallization temperature, about 50-60% of its melting point. This process requires lower force than cold working, making it easier to shape materials in their hot form.
Hot extrusion products are free from strain hardening. However, the surface finish tends to be poor due to scale formation, and the increased wear on dies leads to higher maintenance requirements. Despite these drawbacks, hot extrusion is ideal for producing large, complex shapes where ductility and lower force requirements benefit.
- Cold extrusion:
Cold extrusion occurs below the material’s recrystallization temperature, often at room temperature. This process, also known as impact extrusion, cold forging, cold pressing, and cold extrusion forging, is commonly used to produce aluminum cans, cylinders, collapsible tubes, and certain plastic products.
This method produces products with high mechanical properties and superior surface finish, as no oxidation occurs on the metal surface. However, it requires higher force, and the products undergo strain hardening.
The origins of extrusion
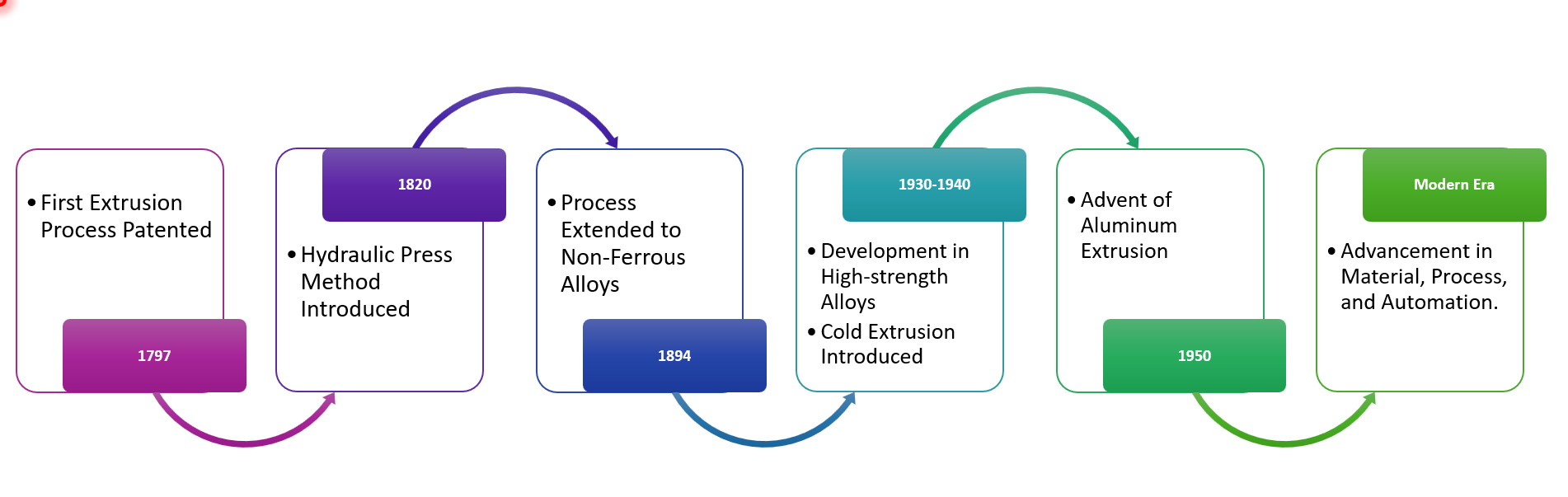
The extrusion process has a rich history, evolving significantly over the years.
- 1797 : English inventor Joseph Bramah patented the first extrusion process. He used it to produce lead pipes, employing a hand-operated plunger to force the material through a die.
- 1820s: Thomas Burr improved Bramah’s method by introducing a hydraulic press. This advancement allowed for greater force and efficiency, expanding the range of materials that could be extruded.
- 1894: Alexander Dick applied the process to non-ferrous alloys, such as copper and brass. This innovation broadened the industrial applications of extrusion.
- 1930s-1940s: The extrusion process saw significant advancements during this period, particularly the development of high-strength alloys and the introduction of cold extrusion.
- The 1950s: The advent of aluminium extrusion revolutionized the manufacturing industry. Aluminum’s versatility and lightweight properties made it ideal for various applications, including construction and transportation.
- Modern
era: Today, extrusion technology continues to advance with improvements in materials, machinery, and automation. These innovations enhance precision, efficiency, and the range of extrudable materials.
Understanding the historical development of extrusion highlights its importance and the continuous innovations that drive its application in modern manufacturing.
What are the advantages of extrusion?
Extrusion offers several key benefits, making it a preferred manufacturing process in many industries. Here are five primary benefits:
Extrusion is known for its low cost per part, particularly in high-volume production. The tooling cost is less than injection molding. The continuous operation of the extrusion process reduces labor costs and material waste. This efficiency translates to significant cost savings, making it an economical choice for large-scale manufacturing.
Extrusion is adaptable to various materials, such as metals, plastics, and ceramics, making it suitable for diverse applications. Additionally, it minimizes material waste by shaping rather than cutting or removing material.
Extrusion is ideal for high production volumes due to its continuous operation. Depending on the material and equipment used, the process can handle material processing rates ranging from 100 to +2,000 pounds per hour (45 to +900 kg/hr.). This capability ensures a steady output that efficiently meets mass production demands. The process’s ability to run uninterrupted enhances productivity and minimizes downtime, further boosting production rates.
For metals, extrusion improves the material’s strength and hardness due to work hardening during the process. Extruded parts can also have better mechanical properties in specific directions.
Overall, the extrusion process offers significant advantages, from cost efficiency to design flexibility. However, it also has some drawbacks. Let’s discuss them.
What are the limitations of extrusion?
While extrusion offers many advantages, it also has several limitations that must be considered.
- Cross-sectional constraints:
Extrusion is limited to producing shapes with a consistent cross-section, making it unsuitable for complex three-dimensional forms. However, additional shapes can be incorporated afterward using CNC machining or EDM.
- Dimensional precision:
While extrusion can achieve reasonable tolerances, it may not match the precision of machining or other finishing processes, especially for very fine or intricate details.
- Surface finish:
The surface finish of extruded parts may require post-processing to meet aesthetic or functional requirements, particularly for materials like metals where a smoother or polished finish is desired.
- High initial cost and maintenance:
Developing extrusion dies and setting up the extrusion process involve significant expenses, making it less economical for small production runs or prototypes. Additionally, extrusion dies experience wear, especially when processing hard materials or operating under high pressure, necessitating regular maintenance or replacement and causing potential downtime.
Understanding these limitations is crucial for effectively managing the extrusion process and ensuring that it meets a project’s specific requirements while mitigating potential drawbacks.
Materials for extrusion?
Material choice determines the final product’s properties and suitability. Various materials can be extruded, including metals and plastics (including engineering plastics). Metals like aluminum, copper, and steel are common for producing robust components. Plastics such as PVC, polyethylene, and polypropylene are widely used for flexible and lightweight products. Engineering materials, including composites and advanced polymers, offer specialized properties for high-performance applications.
Selecting the right material ensures that it can be extruded into the desired profile, meeting specific functional and structural requirements.
Metal for extrusion

Figure 10: metal extruded products
Extrusion of metals is widely used in various industries due to the diverse properties and applications of different metals. Each metal offers unique advantages, making them suitable for specific uses.
- Aluminum:
Aluminum is renowned for its excellent malleability, low density (2.7 g/cm³ or 0.097 lb/in³), and corrosion resistance. Depending on the alloy, its tensile strength is around 70-700 MPa (10-100 ksi). It melts at approximately 660°C (1,220°F).
Extruded aluminum products are extensively used in window frames, automotive parts, structural components, and heat sinks. Aluminum’s lightweight nature and ability to withstand environmental conditions make it ideal for structural and decorative purposes.
- Copper:
Copper excels in electrical and thermal conductivity, with a density of 8.96 g/cm³ (0.324 lb/in³). Its tensile strength is 210-370 MPa (30-54 ksi), and its melting point is 1,085°C (1,985°F).
Extruded copper products are indispensable for electrical wiring, plumbing tubes, heat exchangers, and decorative items. Its excellent conductivity and malleability ensure reliable performance in electrical and thermal applications.
- Magnesium:
Magnesium is valued for its lightweight (1.74 g/cm³ or 0.063 lb/in³) and good strength-to-weight ratio, with a tensile strength of 130-200 MPa (19-29 ksi). It melts at around 650°C (1,202°F).
Magnesium extrusions are commonly used in automotive parts, aerospace components, and electronics housings. Magnesium’s properties help reduce overall weight while maintaining structural integrity.
- Lead:
Lead is highly malleable and corrosion-resistant, with a density of 11.34 g/cm³ (0.410 lb/in³) and a melting point of 327.5°C (621.5°F). Its tensile strength is relatively low, around 12-17 MPa (1.7-2.5 ksi).
Extruded lead products are suitable for battery grids, cable shielding, and radiation protection. Its ability to shield against radiation and resist corrosion is crucial in specialized industrial applications.
- Tin:
Tin is soft and malleable, with a density of 7.31 g/cm³ (0.264 lb/in³) and a melting point of 231.9°C (449.4°F). It has a tensile strength of about 14 MPa (2 ksi).
Tin extrusions are often used in food containers, battery components, and coatings for other metals. Their non-toxic nature and ease of forming make them ideal for food-grade applications and protective coatings.
- Zinc:
Zinc is known for its corrosion resistance and a low melting point of 419.5°C (787.1°F), with a density of 7.14 g/cm³ (0.258 lb/in³). It has a tensile strength of approximately 200 MPa (29 ksi).
Extruded zinc products find applications in automotive parts, hardware, and protective coatings (galvanization). Zinc’s ability to provide a durable protective layer extends the lifespan of metal products.
- Steel:
Steel is strong and durable, with various grades available for different applications. Its density ranges around 7.85 g/cm³ (0.284 lb/in³), and tensile strength can vary from 400 to over 2,000 MPa (58-290 ksi). The melting point of steel is around 1,370-1,540°C (2,498-2,804°F).
Extruded steel products are used in structural components, pipes, rails, and machinery parts. Steel’s versatility and strength make it a cornerstone of industrial manufacturing.
- Stainless steel:
Stainless steel offers corrosion resistance and strength. Its density is about 8 g/cm³ (0.289 lb/in³). Its tensile strength is 485-620 MPa (70-90 ksi), and its melting point is around 1,400-1,530°C (2,552-2,786°F).
Extruded stainless steel products are ideal for medical devices, food processing equipment, and architectural components. Its hygienic properties and durability are essential in the healthcare and food industries.
- Titanium:
This material is strong, lightweight (4.5 g/cm³ or 0.163 lb/in³), and corrosion-resistant. Its tensile strength is 240-1,400 MPa (35-203 ksi), and it melts at around 1,668°C (3,034°F).
Titanium extrusions are extensively used in aerospace components, medical implants, and sports equipment. Titanium’s high strength-to-weight ratio and biocompatibility are critical for high-performance and medical applications.
- Nickel and alloys:
Nickel and its alloys provide high-temperature and corrosion resistance. They have a density of around 8.9 g/cm³ (0.322 lb/in³). Nickel alloys’ tensile strength can range from 400 to 1,500 MPa (58-218 ksi), and their melting point is about 1,453°C (2,647°F).
Extruded nickel products suit aerospace components, chemical processing equipment, and high-temperature applications. Nickel alloys maintain integrity under extreme conditions.
- Brass (Cu-Zn alloy):
Brass is good at machinability and corrosion resistance. Its density is about 8.4-8.7 g/cm³ (0.303-0.314 lb/in³). Its tensile strength is 200-550 MPa (29-80 ksi), and its melting point is 900-940°C (1,652-1,724°F).
Some common applications of brass extrusions are plumbing fittings, musical instruments, and decorative items. Its aesthetic appeal and workability make it popular in functional and decorative applications.
- Bronze (Cu-Sn alloy):
Bronze is durable, wear-resistant, and corrosion-resistant, with a density of 8.8-8.9 g/cm³ (0.318-0.322 lb/in³). It has a tensile strength of 200-800 MPa (29-116 ksi) and a melting point of 950-1,050°C (1,742-1,922°F).
Extruded bronze products are ideal for bearings, bushings, and marine hardware. Its strength and resistance to wear ensure long-lasting performance in mechanical applications.
- Inconel (Ni-Cr alloy):
Inconel is known for its high-temperature strength and oxidation resistance. Its density is about 8.4-8.5 g/cm³ (0.303-0.307 lb/in³). Its tensile strength is 750-1,100 MPa (109-160 ksi), and its melting point is 1,350-1,425°C (2,462-2,597°F).
Inconel is widely used to produce extruded products for jet engines, gas turbines, and heat exchangers. It maintains structural integrity at high temperatures, which is crucial for aerospace and power generation applications.
| Metal | Hardness | Impact Strength | Melting Point | Cost | Properties |
| Aluminum | Good | Good | Excellent | Low | Lightweight, Corrosion-resistant, High malleability, Recyclable |
| Copper | Fair | Excellent | Excellent | High | Excellent conductivity, Ductile, Antimicrobial, Corrosion-resistant |
| Magnesium | Fair | Fair | Good | Medium | Lightweight, High strength-to-weight ratio, Machinable, Recyclable |
| Lead | Poor | Poor | Good | Low | Highly malleable, Corrosion-resistant, Radiation shielding, Dense |
| Tin | Poor | Poor | Fair | High | Soft, Malleable, Non-toxic, Used in coatings |
| Zinc | Fair | Fair | Fair | Low | Corrosion-resistant, Low melting point, Easily alloyed, Galvanization |
| Steel | Excellent | Good | Fair | Low | High strength, Durable, Versatile grades, Recyclable |
| Stainless Steel | Excellent | Good | Good | Medium | Corrosion-resistant, Hygienic, High strength, Durable |
| Titanium | Good | Excellent | Good | High | Strong, Lightweight, Corrosion-resistant, Biocompatible |
| Nickel and Alloys | Good | Excellent | Good | High | High-temperature resistance, Corrosion-resistant, Durable, High strength |
| Brass | Fair | Good | Good | Medium | Good machinability, Corrosion-resistant, Aesthetic appeal, Good conductivity |
| Bronze | Good | Good | Good | Medium | Durable, Wear-resistant, Corrosion-resistant, Low friction |
| Alloy Steels | Excellent | Good | Fair | Medium | Customizable properties, High strength, Durable, Tough |
| Inconel | Good | Excellent | Good | High | High-temperature strength, Oxidation-resistant, Corrosion-resistant, Durable |
The appropriate metal for extrusion depends on the desired properties and specific application requirements. Each metal’s unique characteristics ensure optimal performance and reliability in its intended use.
Plastics for extrusion

Figure 11: extruded plastic parts
Plastic extrusion utilizes various thermoplastic materials, each offering unique properties suitable for different applications.
- Polyethylene (PE):
Polyethylene is a thermoplastic known for its flexibility, durability, and chemical resistance. Its density is 0.91-0.96 g/cm³ (0.033-0.035 lb/in³), and its tensile strength is 10-40 MPa (1.5-5.8 ksi). Its hardness ranges from 40-65 Shore D and melts at 115-135°C (239-275°F).
Polyethylene extrusions are used in packaging films, pipes, and containers. Its adaptability and resilience make it a popular choice in many industries.
- Polypropylene (PP):
Polypropylene is another versatile thermoplastic that strongly resists chemical agents. This polymer has a density of 0.90-0.91 g/cm³ (0.032-0.033 lb/in³) and a tensile strength of 25-40 MPa (3.6-5.8 ksi). Its hardness is around 95 Rockwell R and melts at 160-170°C (320-338°F).
Extruded polypropylene products are used in packaging, automotive parts, textiles, and more. Its robust properties and adaptability make it ideal for various applications.
- Polyvinyl chloride (PVC):
Polyvinyl chloride is a common thermoplastic known for its versatility, durability, and cost-effectiveness. Rigid PVC has a density of 1.3-1.45 g/cm³ (0.047-0.052 lb/in³), a tensile strength of 50-60 MPa (7.3-8.7 ksi), and a hardness of 80-90 Shore D, with a melting point of 100-260°C (212-500°F). Flexible PVC has a density of around 1.1-1.35 g/cm³ (0.040-0.049 lb/in³) and a tensile strength of 10-25 MPa (1.5-3.6 ksi). Rigid PVC extrusions resist impacts and remain stable under ultraviolet radiation. They are used in pipes, refrigeration units, windows, and doors. Flexible PVC extrusions are renowned for their affordability and adaptability, which make them ideal for cable insulation and flooring.
- Polystyrene (PS):
Polystyrene is a lightweight and rigid thermoplastic commonly used in packaging materials, disposable utensils, and insulation. Its density is 1.04-1.07 g/cm³ (0.037-0.039 lb/in³), its tensile strength is 30-50 MPa (4.4-7.3 ksi), and its hardness is 85-95 Rockwell R. Its melting point is 210-249°C (410-480°F).
Polystyrene’s ease of extrusion and cost-effectiveness make it a staple in consumer products and packaging industries. Its properties allow it to be used in diverse applications, from food containers to insulation panels.
- Acrylonitrile butadiene styrene (ABS):
ABS has a density of 1.04-1.06 g/cm³ (0.037-0.038 lb/in³), a tensile strength of 40-50 MPa (5.8-7.3 ksi), and a hardness of 100-112 Rockwell R. Its melting point ranges from 220-230°C (428-446°F). The styrene gives it a glossy, waterproof surface, while polybutadiene improves durability. ABS extruded products are ideal for automotive parts, toys, and consumer electronics due to ABS’s strength and aesthetic appeal. Its impact resistance and surface finish make it a preferred material for durable consumer goods.
- Polyamide (PA or nylon):
Nylon is a strong and durable thermoplastic with excellent mechanical properties. Its density is 1.14-1.15 g/cm³ (0.041-0.042 lb/in³), its tensile strength is 70-100 MPa (10-15 ksi), and its hardness is 70-90 Shore D. Depending on the type, nNylon melts at around 190-350°C (374-662°F).
PA extrusions, including automotive parts, industrial components, and textiles, are used almost everywhere. Nylon’s versatility and strength make it a go-to material for high-performance applications.
- Polycarbonate (PC):
Polycarbonate is a transparent thermoplastic known for its impact resistance and optical clarity. Its density is 1.20-1.22 g/cm³ (0.043-0.044 lb/in³), tensile strength is 55-75 MPa (8-11 ksi), and hardness is 70-80 Rockwell R. Its melting point is around 155-160°C (311-320°F). Polycarbonate offers a well-rounded combination of rigidity, abrasion resistance, and color adaptability.
Extruded polycarbonate performs well in both high and low temperatures, making it suitable for automotive components and electronic enclosures. Its clarity and strength also make it ideal for safety equipment and optical devices.
| Plastic | Hardness | Impact Strength | Melting Point | Cost | Specs |
| Polyethylene (PE) | Fair | Good | Good | Low | Flexible, Durable, Chemical-resistant, Low-temperature performance |
| Polypropylene (PP) | Good | Good | Good | Low | Chemical-resistant, Impact-resistant, Color versatility, Lightweight |
| Polyvinyl Chloride (PVC) | Good | Good | Excellent | Low | Versatile, Durable, Cost-effective, UV stable (rigid) |
| Polystyrene (PS) | Good | Excellent | Poor | Low | Lightweight, Rigid, Cost-effective, Easily molded |
| ABS | Good | Excellent | Excellent | Medium | Tough, Impact-resistant, Aesthetic, Good surface finish |
| Nylon (PA) | Excellent | Good | Good | Medium | Strong, Durable, Good mechanical properties, Versatile |
| Polycarbonate (PC) | Good | Excellent | Good | Medium | Transparent, Impact-resistant, Optical clarity, High performance |
| PET | Good | Good | Excellent | Medium | Strong, Lightweight, Recyclable, High clarity |
The selection of the appropriate plastic material is crucial for ensuring the desired performance and durability of the extruded products. We have expertise in extruding all the above-mentioned metals and plastics. Share your product requirements with Protolis, and we’ll advice you on the selection.
How to choose the right material for extrusion?
Selecting the right material for extrusion is crucial to ensuring the final product meets all functional and aesthetic requirements. Here are key factors to consider:
- Flexibility:
Flexible materials are essential for applications requiring significant bending or twisting. Polyethylene (PE) and polypropylene (PP) are excellent choices due to their low tensile modulus, which allows easy deformation without cracking. These materials are ideal for extrusion into tubing, flexible hoses, and packaging films.
- Heat stability:
Materials must maintain their properties under thermal stress. Stainless steel, with a melting point of approximately 1,400-1,530°C (2,552-2,786°F), and Inconel, known for its high-temperature resistance, are suitable for applications in extreme heat environments. These materials are often extruded in high-temperature components like heat exchangers and automotive exhaust systems.
High impact strength is necessary for parts subjected to mechanical stress. Polycarbonate (PC) and acrylonitrile butadiene styrene (ABS) provide excellent impact resistance, making them ideal for extruding into automotive parts, safety equipment, and consumer electronics. ABS, for example, has a tensile strength of 40-50 MPa (5.8-7.3 ksi), ensuring durability under impact.
- Rigidity:
Rigid materials are crucial for structural applications. Aluminum, with a density of 2.7 g/cm³ (0.097 lb/in³), offers a good balance of strength and weight. Rigid polyvinyl chloride (PVC) is also widely used due to its high tensile strength of 50-60 MPa (7.3-8.7 ksi). These materials are commonly extruded into window frames, pipes, and structural components.
- Chemical resistance:
Materials like nickel alloys and certain plastics, such as fluoropolymers, are preferred in environments exposed to harsh chemicals. Nickel alloys, such as those containing chromium, resist corrosion and are suitable for chemical processing equipment. Fluoropolymers can be extruded into seals and gaskets that withstand aggressive chemical exposure.
- UV stability:
UV stability is vital for outdoor applications. UV-stable materials like certain grades of PVC and polycarbonate resist degradation from sunlight. This property is essential for extruded products like outdoor furniture, window profiles, and protective covers that need prolonged sun exposure.
- Flame retardancy:
Flame-retardant materials are necessary for safety-critical applications. Certain alloy steels and flame-retardant grades of plastics, such as halogen-free flame-retardant (HFFR) compounds, are ideal for extruding into components used in electrical housings and building materials. These materials help prevent the spread of fire and meet stringent safety standards.
- Aesthetics:
Aesthetic considerations are important for consumer-facing products. Brass, with its attractive finish and stainless steel, known for its sleek appearance and corrosion resistance, is often chosen for extruding decorative items, fixtures, and consumer electronics. These materials offer both functionality and visual appeal.
By evaluating these factors and incorporating specific material properties into the extrusion process, manufacturers can ensure the final products meet all performance, durability, and aesthetic requirements.
What are the possible finishes for extruded parts?
Finishing processes enhance the performance, durability, and aesthetics of extruded parts. Depending on the material and desired properties, various finishing techniques can be applied.
Powder coating

Figure 12: powder coating extruded bars
- Powder coating involves applying a dry powder to the extruded part’s surface using an electrostatic process. The part is then cured in an oven, which melts the powder into a uniform, durable finish. This method provides excellent corrosion resistance, UV stability, and various color options.
- Typical coating thickness ranges from 50 to 150 microns. Powder coatings are environmentally friendly, as they do not use solvents and produce minimal waste.
Liquid coating

Figure 13: painting extruded pipes
Liquid coating, or painting, involves applying a liquid paint to the extruded part using spraying, dipping, or brushing techniques. This method allows for precise control over the thickness and texture of the coating. Common thicknesses range from 25 to 75 microns.
It can include primers, base coats, and topcoats, providing excellent protection against corrosion, weathering, and chemical exposure. Solvents in liquid coatings help achieve a smooth, even finish but require proper handling and ventilation.
Anodizing

Figure 14: extruded parts anodizing
Anodizing is an electrochemical process that enhances the natural oxide layer on metal surfaces, primarily aluminum. This process increases corrosion resistance, surface hardness, and wear resistance. Anodizing also allows for dyeing the surface in various colors.
The typical anodizing layer thickness ranges from 5 to 25 microns for decorative purposes and up to 100 microns for hard anodizing. Anodized finishes are durable and environmentally friendly and enhance the aesthetic appeal of extruded parts.
Chemical finish

Figure 15: passivation process
Chemical finishing involves using chemical treatments to alter the surface properties of extruded parts. Etching, passivation, and chromate conversion coatings can improve corrosion resistance, adhesion of subsequent coatings, and surface appearance.
It can create matte, satin, or textured finishes. These treatments are typically used for metals like aluminum and stainless steel.
Mechanical finish

Figure 16: mechanical finishing process
Mechanical finishing techniques, such as polishing, sanding, and brushing, physically alter the surface of the extruded part to achieve the desired finish. Polishing produces a high-gloss, reflective surface while sanding and brushing can create smooth, matte, or satin finishes.
This finishing method can also remove surface imperfections and prepare the part for additional coatings. The finish quality depends on the abrasive materials used and the duration of the process.
Selecting the appropriate finishing process depends on the extruded part’s material, application, and desired properties. Protolis experts know which finishing method is suitable for your project and are well-versed in a range of techniques. So, whether you need powder coating or mechanical finishing, we have your back.
The main applications of extrusion?
Extrusion is widely utilized in various industries to create a wide range of products. Both plastic and metal extrusion have numerous applications due to their ability to produce complex shapes with high precision and consistency. Here are some of the primary applications:
- Construction and building materials
Figure 18: Extruded parts used in construction and building materials
Extruded materials are extensively used in the construction industry. Aluminum and PVC extrusions are commonly employed in window and door frames, curtain walls, and structural components. Aluminum extrusions provide strength, corrosion resistance, and aesthetic appeal, making them suitable for architectural applications. PVC extrusions, known for their durability and cost-effectiveness, are used in pipes, siding, and profiles for window and door frames. These materials offer excellent thermal insulation and weather resistance, which are essential for construction applications.
2. Automotive industry

Figure 19: Extruded part for automotive
The automotive industry relies heavily on extruded parts for various applications. Aluminum extrusions manufacture chassis, engine blocks, heat exchangers, and structural elements. These components benefit from aluminium’s lightweight properties, enhancing fuel efficiency and vehicle performance. Plastic extrusions, including polypropylene and ABS, are used for interior trim, dashboards, and protective components. Extruded rubber profiles are also used for seals and gaskets, ensuring vehicle airtight and watertight assemblies.
3. Aerospace industry
Figure 20: Airfoils extrusion in aerospace
Extrusion plays a crucial role in producing lightweight and high-strength components in aerospace. Aluminum and titanium extrusions are used for structural elements, wing ribs, fuselage frames, and landing gear components. These materials offer excellent strength-to-weight ratios and corrosion resistance, essential for aerospace applications. The ability to extrude complex shapes allows for the efficient production of components that meet stringent aerospace standards.
4. Electrical and electronics

Figure 21: aluminum extruded head sink
Extrusion is vital in the manufacturing of electrical and electronic components. Copper and aluminum extrusions are used for electrical conductors, bus bars, and heat sinks. These materials provide excellent electrical and thermal conductivity, ensuring efficient heat dissipation and electrical performance. Plastic extrusions, such as PVC and polycarbonate, are used for cable insulation, housings, and protective covers. These materials offer flame retardancy and electrical insulation properties, which are crucial for electrical applications.
5. Consumer goods and appliances

Figure 22: impact extruded aluminum picture frame
Extruded materials are widely used in consumer goods and appliances. Aluminum and plastic extrusions are used to produce frames, handles, and structural components for appliances like refrigerators, washing machines, and air conditioners. These materials offer durability, corrosion resistance, and aesthetic appeal. Additionally, extruded profiles are used in furniture manufacturing, providing lightweight and robust structural elements for tables, chairs, and shelving units.
6. Medical devices and equipment

Figure 23: extruded tubes for medical industry
The medical industry employs extrusion to manufacture various devices and equipment. Plastic extrusions, including polyethylene and PVC, are used for tubing, catheters, and packaging. These materials are biocompatible, flexible, and resistant to sterilization processes. Aluminum extrusions are used to construct medical equipment frames, supports, and enclosures. The precision and consistency of extrusion processes ensure high-quality components for critical medical applications. Extrusion technology’s ability to produce intricate shapes with consistent quality makes it indispensable across multiple industries. The choice of material, whether metal or plastic, depends on the specific application requirements. These applications highlight the versatility and importance of extrusion in modern manufacturing.
Best design pratices for extrusion
In this guide, we will review key design tips to help ensure optimal mold performance and superior product quality. These recommendations are tailored to enhance the efficiency and functionality of your extrusion process.
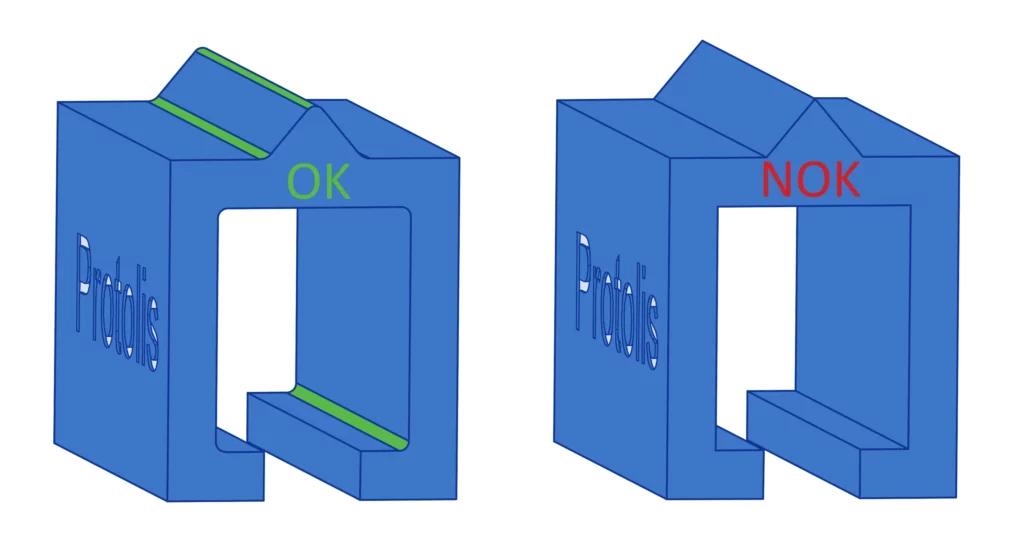
Uniform wall thickness
Inconsistent wall thickness should not be present along the same extrusion direction.
If the main part requires uneven wall thickness steps for functional purposes, consider extruding the part first and then using secondary processing techniques to achieve the desired result.
Uniform wall thickness

Maintaining uniform part thickness and dimensional consistency is preferable, as it helps minimize the risk of part deformation and molding challenges.
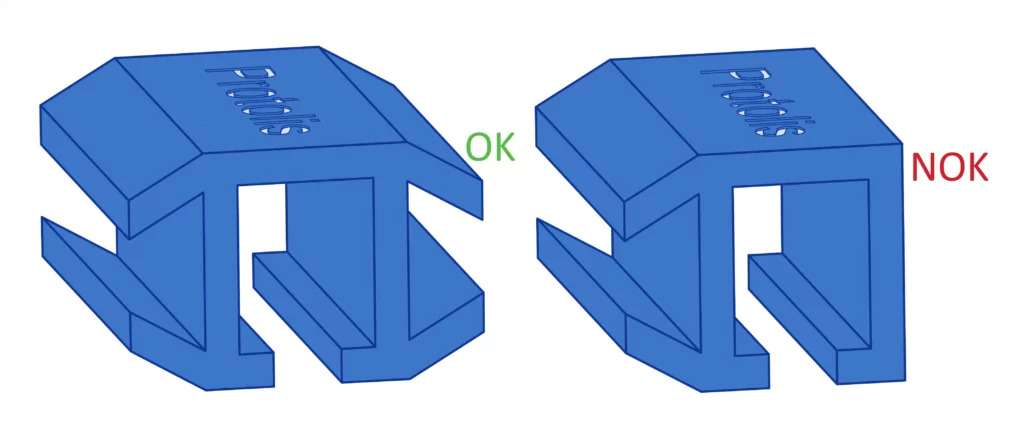
Edges
We recommend designing smooth R-radius transitions on the edges of the part, as long as it does not affect the assembly function.
Symmetry
To avoid molding difficulties with extruded parts and to enhance mold strength and stability, it is recommended to design a symmetrical structure for the part’s shape, as long as it does not affect the assembly function.
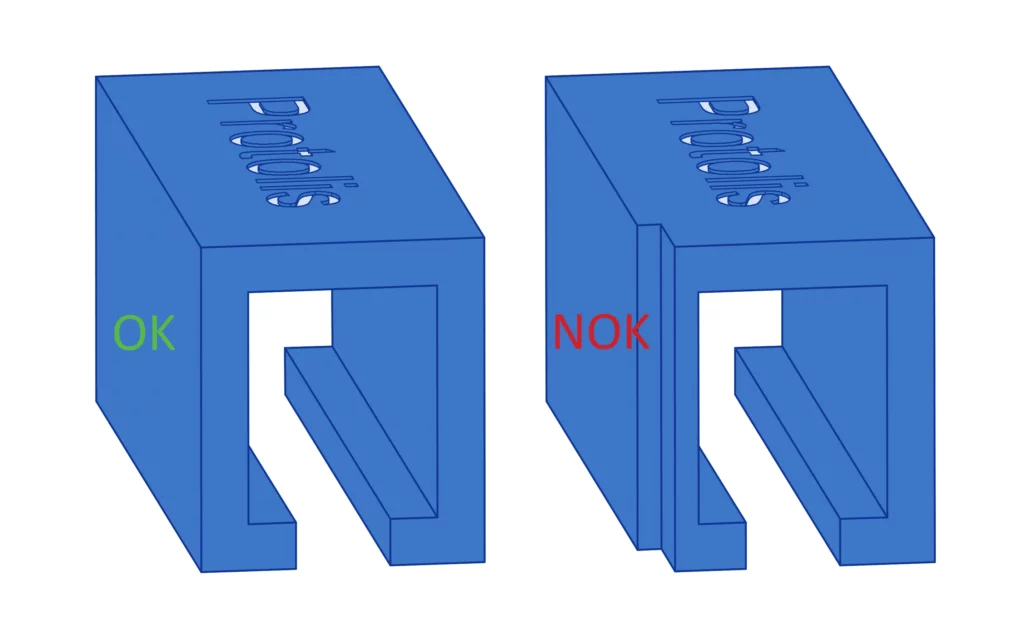
Geometry
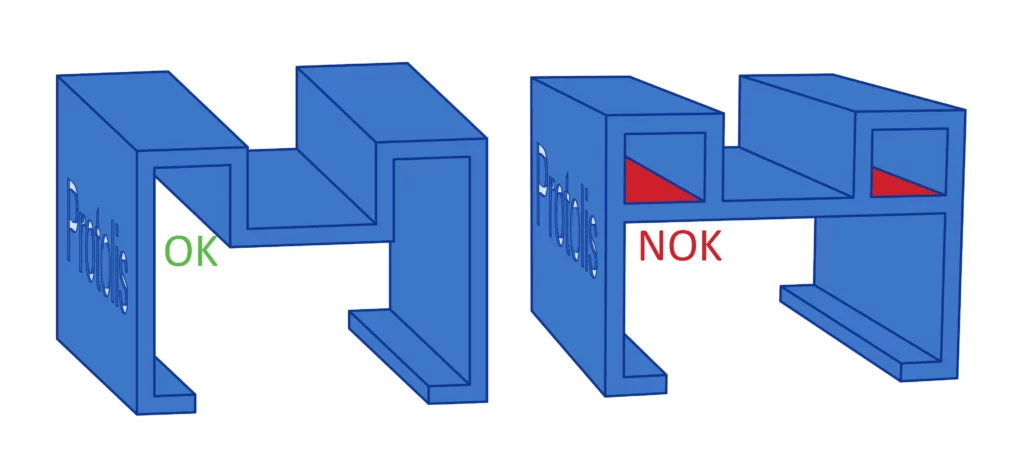
It is advisable to simplify the part’s design and avoid small enclosed features, as long as the assembly function remains unaffected.
Channel ratios
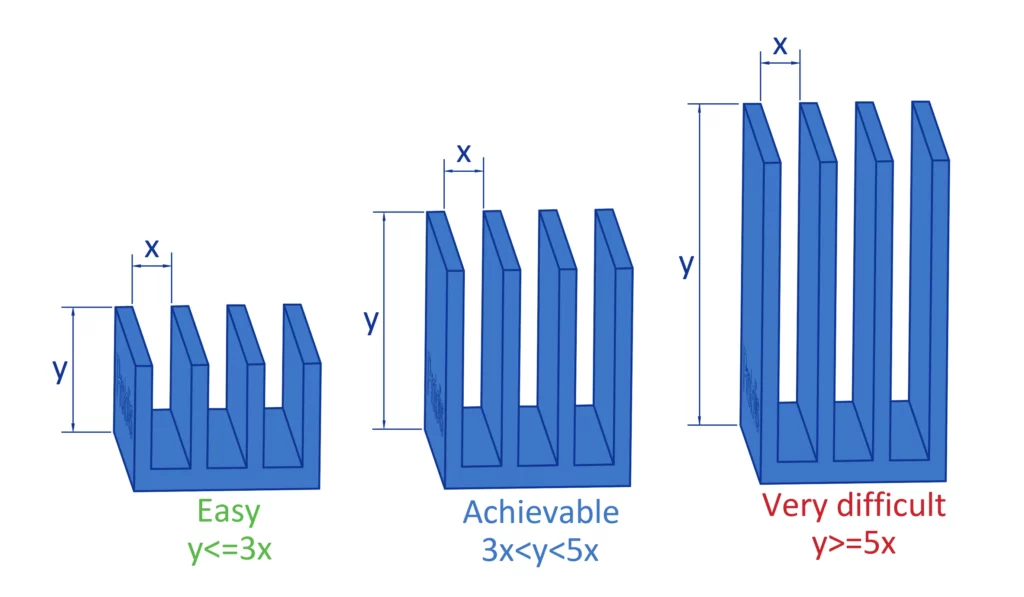
The width-to-height ratio of the extrusion ribs should refer to the diagram above. The mold and product can have varying levels of difficulty: simple, normal, or very difficult.
Conclusion
Extrusion is essential for creating diverse products with precise cross-sectional profiles. It offers significant advantages in cost-effectiveness, material versatility, and high production volumes. However, its limitations include safety risks and high upfront costs.
Understanding the types of extrusion, material selection, and finishing techniques is crucial for optimizing production. At Protolis, we offer comprehensive extrusion services tailored to your needs. Contact us today to discuss how we can support your extrusion projects.